



设备名称:在线式手机后盖装壳机
型号:ATM-Y3
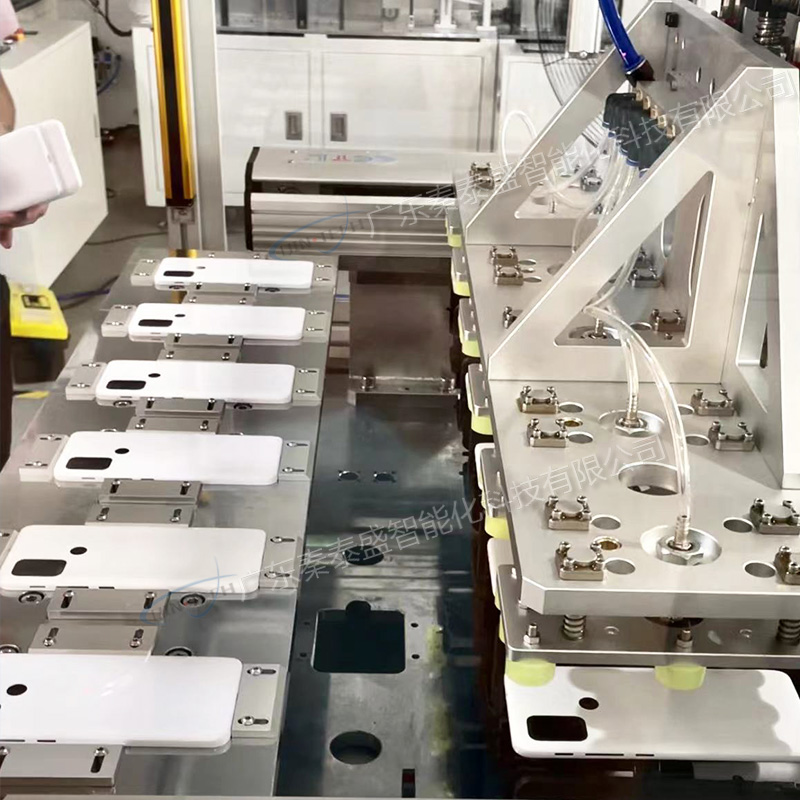
设备简介:设备适用于对接客户流水线实现自动化组装手机后盖生产。
设备采用客户现有上下壳支架机构实现方便装取支架并在自动装壳完成后可放回皮带线。
设备一次可吸装6个手机壳,在13S左右完成24个手机壳的吸装,大大提高效率,一台机每小时效率可约等于6个人每小时的工作效率。
吸嘴采用快拆式,方便快速不同产品的切换。
整机移动式设备,安装有脚轮+防振脚撑,方便移动设备及确保机器稳定可靠。

客户提供支架及后盖

设备工艺流程说明
1.人工上料,先把支架安装到支架安装处,再把手机壳放在手机壳放置处。
2.把6个手机壳放好后,感应器感应到物料齐全,模组带动贴合组件运行到手机壳放置处,升降伺服电机带动贴合组件下降,通过吸盘吸取手机壳。
3.在模组过来取物料的顶升组件上升,水平气缸运动,支撑并推合支架(避免支架安装未到位)。
4.模组运动到支架放置处,升降伺服电机带动贴合组件下降,通过仿形治具完成贴合动作。
5.升降伺服电机带动贴合组件上升,水平气缸复位,顶升组件下降,电机带动齿轮旋转,带动支架旋转90度。
设备组件概述—顶升组件
说明:
1.顶升组件主要是在手机壳贴合支架前通过顶升气缸和水平气缸来对支架起到支撑和推合支架的作用,支撑可以使支架在贴合时更好受力,推合可以避免支架安装不到位,从而导致贴合位置偏移的情况出现。
6.人工在模组过去贴合的时间段内放置好手机壳。
把6个手机壳放好后,感应器感应到物料齐全,重复动作,直至4个面贴合完成。
7.模组退回到原点,人工更换支架。
主要通过参照刻度尺来调整左右限位板和前后限位板来调整不同大小的手机壳的位置,使它们都能放置于中心原点,以此来避免更换手机壳要重新定位原点的问题。
并且也方便不同大小手机壳的更换。
说明:
1.设备通过吸盘吸取手机壳来与支架贴合,贴合时通过仿形治具更好的让手机壳与支架贴合,弹簧的存在可以在贴合时起到缓冲的作用,并且即便各支架尺寸稍有偏差也不会影响到贴合的效果。
在线式手机后盖装壳机
|
整机设备尺寸(长宽高) |
≈长1400*宽1250*高1700(仅作参考) |
|
|
设备使用电压(V) |
AC 220v 50Hz |
|
|
气源压力(Mpa) |
>0.5 |
|
|
整机质量(kg) |
>1000 |
|
|
整机功率(kw) |
10KW |
|
|
占地面积(mm²) |
同设备尺寸 |
具体按实际布局为准 |
|
设备性能参数 |
||
|
生产效率(UPH) |
约4800pcs/h |
人工换6个支架时间按5s计算 |
|
电器元件 |
三菱/松下 |
|
|
气动元件 |
亚德客 |
|
|
传感器元件 |
欧姆龙/松下 |
|
|
伺服电机 |
信捷 |
|
|
|
|
|
|
以上参数仅根据方案体现,具体以实物为准 |
||